 Czech Republic
Czech Republic
 Plánujete nakoupit více? Vyžádejte si nabídku
Plánujete nakoupit více? Vyžádejte si nabídku
Novinka: řezný kotouč pro řezání neželezných kovů
Čistého řezu neželezných kovů lze dosáhnout pásovými pilami, případně pokročilými technologiemi, jako řezání laserem nebo vodním paprskem. Při montážních pracích tyto technologie většinou nejsou k dispozici a poměrně uspokojivý výsledek lze dosáhnout i pomocí ocasní, přímočaré nebo okružní pily. A když nemáte po ruce ani tato nářadí, můžete pro řezání hliníku a ostatních neželezných kovů použít i snad nejběžnější a nejdostupnější nářadí – úhlovou brusku.
Představíme si novinku v našem produktovém portfoliu: řezný kotouč HERMAN AX-50 SpeciAl. Je to nástroj určený pro řezání neželezných kovů. Většina renomovaných výrobců abrazivních nástrojů jej ve svém produktovém portfoliu má, proto nám profesionální hrdost nedovolila, aby v našem chyběl – ale už na úvod musíme říci a sami to uvidíte, že jde o nouzové řešení...
Když nevíte, do čeho jdete, výsledek Vás pravděpodobně zklame. Nemůžete očekávat, že řezy budou čisté a bez otřepů, jako při řezání oceli.
Proč se na řezání těchto kovů nedoporučuje použít běžný nástroj, jakým je např. HERMAN AS-30 Classic? Abrazivní nástroje vyrobené z korundu jsou určeny především pro opracování železných kovů, ale řežou se jimi často i plasty (např. kanalizační trubky, protože „nic jiného není po ruce“). Lze jimi řezat i neželezné kovy, ale není to tak efektivní, jako při použití speciálních, k tomuto účelu vyvinutých nástrojů. Důvodů, proč běžné nástroje pro řezání neželezných kovů nepoužíváme, je více:
- rychlejší opotřebení těchto nástrojů
- vyšší zahřívání obrobku
- rychlejší zanášení řezné hrany nástroje částečkami obráběného kovu
- nižší kvalita řezu (výraznější deformace povrchu po řezání - více otřepů)
Generování vyšší teploty v důsledku mechanického tření při obrábění v kombinaci s nízkou teplotou tavení hliníku způsobí, že obrobek začne měknout, deformovat se a takzvaně „téct“ pod nástrojem. Viditelným důsledkem jsou výrazné otřepy po řezání (obr. 1.).
Dalším důvodem, proč vznikají při řezání hliníku otřepy, je jeho vnitřní struktura – má kubickou plošně centrovanou krystalovou strukturu s rovinami, které po sobě poměrně snadno kloužou.
Nástroj svým působením „vytlačuje“ jednotlivé roviny ve směru jeho rotace.

Obr. 1. Otřepy po řezání hliníku řezným kotoučem

Obr. 2. Plocha řezu konstrukční oceli řezným kotoučem
Při řezání železných kovů tento problém nemáme a zvláště když zvolíme vhodný nástroj pro opracování konkrétního obrobku a dodržíme doporučené parametry při práci (obvodová rychlost nástroje, rychlost posuvu brusky vůči obrobku,...), dosáhneme podstatně čistšího řezu téměř bez otřepů (obr. 2).
Řezání neželezných kovů úhlovou bruskou s upnutým řezným kotoučem je východiskem z nouze. Používáme jej v případě, kdy toho řezat hodně nemusíme, až tak moc nám nezáleží na vzhledu řezu a nic jiného není k dispozici. Úhlová bruska je běžné nářadí, každý ji má vždy po ruce a když potřebujete jen občas odříznout kus profilu z neželezného kovu, případně proříznout hrubý elektrický kabel, můžete ji použít.
Teplo vzniklé třením při řezání sice není dostatečné k tomu, aby se hliník roztavil, ale začne pod nástrojem „téct“ a má tendenci ucpat a zalepit mezery mezi brusnými zrny, kterými je nástroj osazen. Nástroj rychle ztrácí svoji řeznou schopnost.
Při opracování hliníku je velmi důležité udržet teplotu obrobku na co nejnižší úrovni. Proto je použití řezného kotouče vhodné pouze u profilů, které lze proříznout za krátkou dobu, s tloušťkou stěny ne méně než 2mm a ne více než 6-7mm.
Tepelné deformaci obrobku se však při řezání řezným kotoučem zcela vyhnout nedá. Ani zanášení mezer mezi brusnými zrnky na hraně nástroje - ale je přece jen méně výrazné u nástroje, který je určen speciálně pro tento účel (obr. 3).
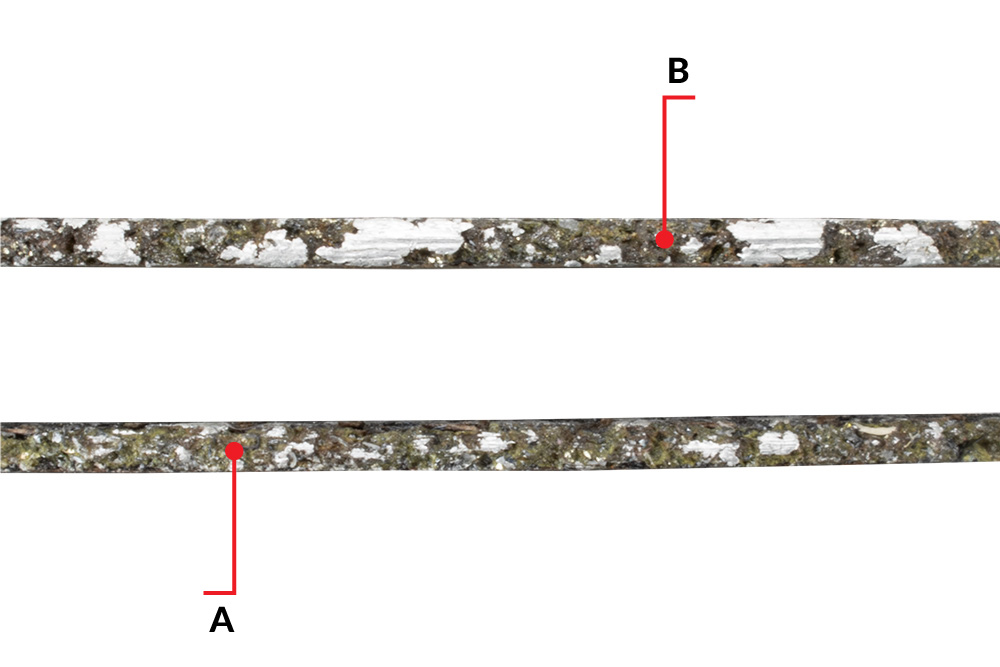
Obr. 3. Řezná hrana nástroje po řezání hliníku: řezný kotouč na hliník (A), řezný kotouč na ocel (B)
Speciální řezné kotouče pro řezání neželezných kovů se od běžných abrazivních nástrojů liší použitým brusivem. Neželezné kovy, jako jsou hliník, měď, bronz a mosaz, se lépe řežou karbidem křemíku (SiC), než korundem (oxid hlinitý, Al₂O₃), který se používá při opracovávaní železných kovů z těchto důvodů:
- Tvrdost: karbid křemíku je tvrdší než korund. Jeho tvrdost je přibližně 9,5 na Mohsově stupnici, zatímco korund má tvrdost 9. Vyšší tvrdost karbidu křemíku umožňuje efektivnější řezání neželezných kovů, které jsou měkčí než ocel. Při řezání měkčích materiálů se korund rychleji opotřebovává a ztrácí svoji účinnost. Karbid křemíku je díky své struktuře a tvrdosti vhodnější pro práci s těmito materiály.
- Nižší reagencie s neželeznými kovy: karbid křemíku má menší tendenci reagovat s neželeznými kovy.
- Účinnost při odvodu tepla: karbid křemíku má lepší vlastnosti při odvodu tepla než korund, což pomáhá zabraňovat přehřátí materiálu během řezání. To je důležité při obrábění neželezných kovů, které mohou být náchylné k přehřátí, což může změnit jejich vlastnosti nebo způsobit deformace.
Vraťme se k našemu řeznému kotouči HERMAN AX-50 SpeciAl. Porovnali jsme jeho vlastnosti se dvěma konkurenčními kotouči: RHODIUS XT24 ALU (určený pro řezání neželezných kovů) a RHODIUS XT69 MULTI (pro řezání neželezných kovů a kamene). Pro zajímavost jsme do testu zařadili i náš nejběžnější řezný kotouč HERMAN AS-30 CLASSIC pro řezání oceli. Všechny kotouče byly rozměru 125x1,0mm.

Obr. 4. Vzhled zářezů do hliníkového profilu jednotlivými kotouči: RHODIUS XT24 MULTI (A), HERMAN AX-50 SpeciAl (B), RHODIUS XT69 ALU (C), HERMAN AS-30 Classic (D)
Jako testovaný obrobek jsme zvolili konstrukční profil z materiálu AlMgSi 0,5, který je dobře známý konstruktérům strojních zařízení. Jedná se o slitinu hliníku (99%) se stopovými příměsemi křemíku, hořčíku, chromu, zinku a titanu. Rozměr profilu je 40x20mm, je uvnitř dutý a jeho průřez má plochu cca 100mm2. Všemi kotouči jsme provedli ručně 25 řezů tohoto materiálu.
Subjektivní dojem z práce s těmito nástroji: test jsme provedli jako „slepý“ – obsluha nevěděla, který kotouč je v úhlové brusce právě upevněn. Pracovník neviděl a necítil vůbec žádný rozdíl mezi jednotlivými nástroji. Řezání tohoto materiálu bylo oproti řezání oceli méně komfortní, bylo cítit „odpor“ materiálu vůči řezání. Ani na vzhledu zářezu do profilu jednotlivými kotouči nevidět velké rozdíly (obr. 4). Otřepy byly menší u zářezů B a C, které byly vytvořeny právě kotouči určenými pro řezání neželezných kovů.
Výsledky shrnuté v tabulce prozradí více:
| RHODIUS XT 24 ALU | RHODIUS XT 69 MULTI | HERMAN AX-50 SpeciAl | HERMAN AS-30 Classic | |
 |
 |
 |
 |
|
| Zbytkový průměr kotouče po 25 řezech (mm) | 100 | 86 | 99 | 92 |
| Řezná hrana |  |
 |
 |
 |
Tab. 1. Výsledky srovnávacího testu
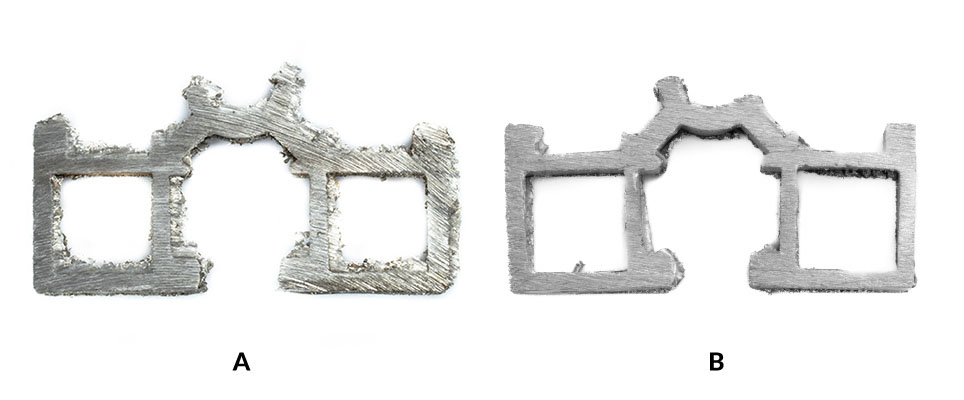
Podle očekávání - nejlépe dopadly a prakticky identické výsledky dosáhly oba řezné kotouče určené speciálně pro řezání neželezných kovů: RHODIUS XT24 ALU a HERMAN AX-50 SpeciAl. Kotouče se opotřebovaly nejméně ai řezná plocha obrobku má méně výrazné otřepy, než v ostatních případech (obr. 5).
Kotouč RHODIUS XT69 MULTI (pro řezání neželezných kovů a kamene) dosáhl o něco slabších výsledků.
U kotouče HERMAN AS-30 CLASSIC (který není určen pro řezání neželezných kovů) je vidět výraznější otřepy po řezání a i řezná hrana je působením vyšší teploty více zbarvená. Jeho opotřebení však bylo menší, než u kotouče RHODIUS XT69 MULTI.

Obr. 5. Otřepy a zbarvení řezné hrany po řezání: kotoučem pro řezání neželezných kovů (A), kotoučem pro řezání oceli (B)

Obr. 6. Opotřebení jednotlivých kotoučů po 25 řezech hliníkového profilu 20x10mm
Na obr. 6. vidět opotřebení jednotlivých kotoučů po testu. Pro názornost a porovnání jsme na fotografii umístili také řezný kotouč AS-30 Classic po 25 řezech do konstrukční oceli průřezu 200mm2, tedy dvakrát většího, než byl průřez hliníkového profilu. Přesto opotřebení tohoto kotouče oproti ostatním je zanedbatelné - vidíme, že řezání neželezných kovů je mnohem náročnější, než řezání tvrdé oceli.
Jednotlivé řezné kotouče na obrázku:
- A – nový řezný kotouč průměru 125mm
- B – HERMAN AS-30 Classic pro řezání oceli po 25 řezech konstrukční oceli průměru 16mm a průřezu 201mm2
- C – HERMAN AX-50 SpeciAl pro řezání neželezných kovů po 25 řezech hliníkového profilu průřezu cca 100mm2
- D – HERMAN AS-30 Classic pro řezání oceli po 25 řezech hliníkového profilu průřezu cca 100mm2
Závěr
Z testu vyplývá, že řezání neželezných kovů úhlovou bruskou je skutečná výzva, práce není komfortní, nástroje se rychle opotřebovávají a výsledný řez má k dokonalosti daleko. Když se rozhodnete řezat neželezné kovy úhlovou bruskou, vyplatí se použít kotouč určený speciálně k tomuto účelu. Dosáhnete lepšího výsledku a i následná povrchová úprava bude méně náročná.
Na obr. 7 vidíme řeznou plochu profilu po řezu kotoučem AX-50 SpeciAl a po 30 sekundovém broušení hrany brusným papírem zrnitosti P120.
Broušení těchto kovů je ještě komplikovanější než jejich řezání. Vzpomeňme však alespoň lamelový kotouč HERMAN LY-20 SpeciAl, jehož pracovní vrstva je vyrobena z materiálu Abranet Max a při broušení hliníku díky síťové struktuře tohoto materiálu dosáhneme podstatně lepšího výsledku, než při použití běžného lamelového kotouče.
Obr. 7. Řezná hrana hliníkového profilu: po řezání kotoučem AX-50 SpeciAl (A), po úpravě brusným papírem (B)
I když řezání hliníku úhlovou bruskou je pouze východiskem z nouze, není špatné mít pár takových kotoučů po ruce. Vzhledem k tomu, že brusivem je karbid křemíku, můžete jej využít nejen k řezání neželezných kovů, ale také některých stavebních materiálů. Například řez do cihly tímto kotoučem je nad očekávání rychlý a přesný. Vždyť ještě nedávno, kdy byly diamantové kotouče násobně dražší než dnes, se vyráběly právě cenově dostupnější abrazivní kotouče na kámen z karbidu křemíku.
Klíčová slova: řezání neželezných kovů, řezání hliníku, řezný kotouč, úhlová bruska, řezání bruskou, hliník, otřepy, kvalita řezu
Zdroje:
Interní technické a školicí materiály společnosti HERMAN


Mikulas Tóth –
Super popísane, na predajni nám pomôže lepšie vysvetlenie pre zákazníkov.
Renáta Sliwková –
Tento kotouč určitě si objednáme na naší prodejnu
Fafrák Ján –
Veľmi poučné a hlavne dobre vedieť aj to že je možnosť použitia kotúča aj na stavebné materiáli. Vďaka????