 Czech Republic
Czech Republic
 Plánujete nakoupit více? Vyžádejte si nabídku
Plánujete nakoupit více? Vyžádejte si nabídku
Receptura jako alfa a omega výroby abrazivních nástrojů
Když se chystáte navařit chutné jídlo, potřebujete mít dobrý recept a při přípravě pokrmu se jím důsledně řídit. Když ho nedodržíte a přidáte k jídlu o 10% více soli, než recept předepisuje, bude jídlo mírně přesolené, stále jej však můžete sníst. Pokud však dáte soli 2-krát tolik, jak jste měli, jídlo můžete vyhodit.
Podobně jako při přípravě jídla, přesnost vážení surovin hraje důležitou roli i při míchání směsi pro výrobu abrazivních nástrojů – stmelených řezných a brusných kotoučů. Tato se také připravuje – mísí z různých surovin podle přesně stanovené receptury (obr. 1).
Když do abrazivní směsi přimícháme nesprávné množství některé suroviny, změní se vlastnosti vyrobeného nástroje. Pokud se od receptury odchýlíme jen málo, nástroj stále bude použitelný, přestože jeho pracovní výkon možná nebude optimální.
Pokud se však od receptury odchýlíme výrazně, případně některou surovinu zcela vynecháme, nástroj bude nepoužitelný.

Obr. 1. Receptura pro míchání abrazivní směsi
Na výslednou kvalitu výrobků samozřejmě nemá vliv jen dodržení receptury. Stejně jako při vaření, i zde vstupuje do hry kvalita surovin a dodržení výrobního postupu – kdy je třeba vložit do hrnce kterou surovinu, jak dlouho ji vařit a při jaké teplotě... A nesmíme zapomenout na kuchaře: dobrý kuchař je umělec, který s vášní a precizností tvoří z obyčejných surovin nezapomenutelná díla plná chutí, vůní a emocí. Toto všechno jsou také důležité faktory, my se však v tomto článku zaměříme na důležitost dodržení receptury.
Z čeho se skládá typická abrazivní směs pro výrobu řezných kotoučů na ocel a jaký je účel jednotlivých složek?
Brusivo
Jako brusivo (obr. 2 A) se u nejběžnějších nástrojů používá oxid hlinitý (průmyslově vyráběný korund). Je hlavní a nejdůležitější složkou abrazivní směsi – jeho úkolem je prostřednictvím řezných hran abrazivních zrn samotné řezání nebo broušení opracovávaných materiálů. Do abrazivní směsi se přidává většinou ve dvou zrnitostech – hrubší složka a jemnější složka. Brusivo tvoří přibližně 2/3 hmotnostní složky abrazivní směsi.
Aditiva
Jejich účelem je vylepšení řezných a brusných vlastností finálních nástrojů. Slouží jako plniva, lubrikanty a chladiva – snižují teplotu generovanou třením při řezání a broušení. Kromě toho snižují porozitu v těch výrobcích, kde je to žádoucí. Jako aditiva (obr. 2 B) se nejčastěji používají: kryolit, pyrit a PAF. Tvoří přibližně 15% hmotnostních abrazivní směsi.
Spojiva
Úkolem pojiv (obr. 2 C) je „držet to všechno pohromadě“ – jako vajíčko v cestě na koláč. Je to v podstatě lepidlo, které spojuje všechny ostatní komponenty do jednoho celku a po vytvrzení v peci získá nástroj díky nim pevnost a přesný tvar. Jako pojiva se používají syntetické práškové a tekuté pryskyřice a tvoří přibližně 20% hmotnosti abrazivní směsi.

Obr. 2. Brusivo (A), aditiva (B) a spojiva (C)
Typická „várka“ abrazivní směsi má hmotnost 60kg a do procesu vstupuje 6 surovin (komponentů). Suroviny se podle receptury zváží a nasypou do plastových přepravek, ve kterých se později přenášejí do směšovacího zařízení.

Obr. 3. Vážení surovin pro míchání abrazivní směsi
Pro zajímavost, z takového míchání je možné vyrobit přibližně 1800 kusů řezných kotoučů o rozměru 125x1,0mm nebo 100ks brusných kotoučů o rozměru 230x6,0mm.
Přesné vážení je klíčovým aspektem přípravy abrazivních směsí, které jsou používány k výrobě řezných a brusných kotoučů. Tento proces přímo ovlivňuje kvalitu finálního produktu, jeho mechanické vlastnosti, a tedy i celkovou užitnou hodnotu. V neposlední řadě zaručuje konzistentní kvalitu výrobků z různých výrobních sérií – s jistými tolerancemi, o kterých si povíme později.
Vzhledem k relativně velké hmotnosti jednotlivých surovin ve směsi, nepotřebujeme použít velmi přesnou váhu – pro tento účel plně postačuje váha s rozlišením 10 gramů (obr. 3).
Ověření přesnosti váhy se provádí denně, vždy před zahájením vážení surovin pomocí certifikovaných hmotnostních etalonů (obr. 4).
Suroviny, jejichž hmotnostní podíl ve směsi je nejmenší, jsou pyrit a tekutá pryskyřice a při jejich hmotnosti cca 3kg odchylka od přesné hmotnosti způsobená rozlišením váhy nepřesahuje 0,4%, což můžeme považovat za zanedbatelné.
V této fázi je třeba mít jistotu, že nedojde k omylu ze strany obsluhy a že používaná váha je v bezvadném technickém stavu. Pracovník, který míchá směsi, je „kuchařem“ v naší výrobě. Na něm v první řadě závisí, jaké budou vyrobené nástroje kvalitní a jak dobře se s namíchanou směsí bude pracovat u lisů. Namíchanou směs projde bříšky prstů a také potmě cítí a posoudí, zda není příliš mokrá, zmáčkne ji v dlani a lehce mísí a hned ví, jestli bude lisař spokojený...

Obr. 4. Hmotnostní etalon 500g
Důležité je před vážením důkladně vyčistit plastové přepravky od zbytků předchozí směsi, aby nedošlo ke kontaminaci surovin. Při dodržení těchto náležitostí je vážení surovin potřebných k míchání abrazivní směsi triviální záležitostí.
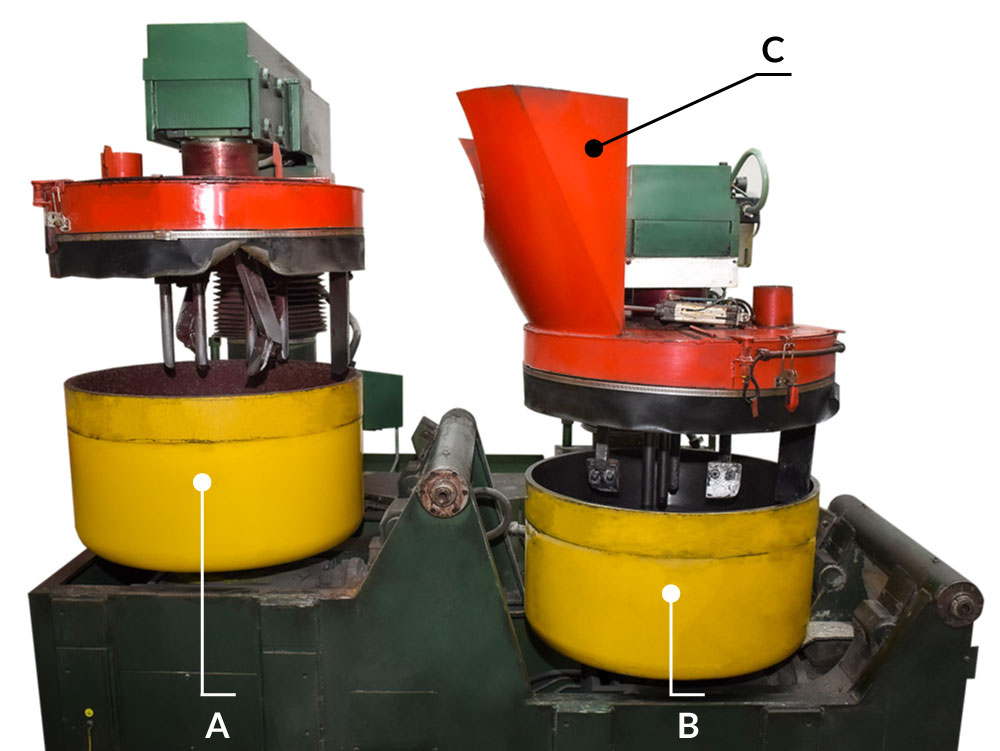
Obr. 5. Směšovací zařízení: buben A, buben B, násypník C
Více problémů může nastat při samotném míchání. Ve směšovacím zařízení (obr. 5) může dojít k největší kontaminaci abrazivní směsi nežádoucími složkami, proto je velmi důležité po každém míchání toto zařízení důkladně vyčistit.
Směs se míchá tak, že v bubnu A směšovacího zařízení se mísí abrazivní zrno s tekutou pryskyřicí a v bubnu B všechny ostatní práškové komponenty. Po úvodním promíchání se obsah bubnu A přesype do bubnu B a následně se již míchají všechny komponenty spolu. Trvání jednotlivých fází míchání není striktně stanoveno. Je pouze určena minimální doba míchání, která je nutná k tomu, aby směs byla homogenní.
Celková doba závisí na klimatických podmínkách. Při míchání dochází působením tření lopatek k zahřívání směsi. Při příliš dlouhém míchání (zejména v horkých letních měsících) dochází k reakci pryskyřic a následnému tvrdnutí směsi ještě během míchání.
Při přesýpání se část směsi z bubnu A uchytí na stěnách a dně bubnu, lopatkách a v oblasti násypníku (obr. 6). Tyto zbytky směsi mohou mít až 2kg, což je téměř 3,5% z celkové hmotnosti namíchané směsi. Lopatky je třeba očistit a na nich uchycenou směs vsypat do bubnu B. Směs obsahuje důležitou tekutou pryskyřici, která se celá musí dostat do bubnu B k ostatním práškovým komponentům.

Obr. 6. Zbytky směsi: v bubnu A, na lopatkách a v násypníku směšovacího zařízení
Po finálním míchání v bubnu B je třeba zařízení očistit a všechny zbytky směsi odstranit. Obzvlášť důležité je to v případě, kdy následující míchání bude obsahovat směs jiného složení. Mohlo by dojít ke kontaminaci nové směsi zbytky předchozího míchání a změní se tím i její složení. Problém je kritický v případě, kdy v prvním míchání byla směs určena pro výrobu kotoučů pro opracování oceli a následuje míchání směsi pro výrobu kotoučů pro opracování nerezu. Směs pro opracování oceli totiž obsahuje pyrit (FeS), který se nesmí dostat do kotoučů pro opracování nerezu – po použití nástroje určeného k opracování oceli na nerezový obrobek by mohlo po čase dojít ke korozi obrobku.
Někdy se změně receptury nelze zcela vyhnout. I zde by bylo možné nalézt analogii s vařením. Jedná se o dochucování jídel v poslední fázi vaření. Když je pokrm již téměř hotový, kuchař ho ochutná a zjistí, že ačkoli při vaření důsledně dodržel recept, „něco tomu chybí“. Dochucování jídla na konci vaření je běžnou praxí. Suroviny, jako zelenina, maso či koření, mohou mít různou intenzitu chuti v závislosti na sezóně, místě původu nebo zralosti. Například rajčata mohou být sladší nebo kyselejší, sůl může být jemnější či hrubší, což ovlivní celkový výsledek.
U abrazivních směsí je velmi důležité, aby měly pokud možno co nejlepší fyzikální vlastnosti – homogenitu, minimální množství hrudek a ideální „lepivost“ – kvůli snadnému zpracování při lisovacím procesu. Směs by měla být co nejsušší, aby nedocházelo k jejímu hrudkování a zalepení dopravních cest v lisu. Zároveň však musí mít dobrou soudržnost, aby po působení lisovacího tlaku surový výlisek (obr. 7) držel svůj tvar a nedocházelo k jeho rozpadávání se působením manipulace při odebírání z lisu a umísťování do šroubových svazků.
Tyto vlastnosti směsi jsou dány především zrnitostí abrazivního materiálu a množstvím tekuté pryskyřice. Při míchání abrazivních směsí vstupuje do hry množina proměnných, z nichž největší vliv na fyzikální vlastnosti směsi mají mikroklimatické podmínky během míchání a následného 24-hodinového uskladnění směsi.

Obr. 7. Surový výlisek
Jedná se zejména o teplotu prostředí a atmosférickou vlhkost. Ideální teplota při míchání (video) je cca 20°C a vlhkost by neměla přesáhnout 50%. Čím je teplota a vlhkost vzduchu vyšší, tím bude namíchaná směs lepivější a naopak. Proto se v některých případech nevyhneme tomu, že do směsi přidáváme o něco více nebo méně tekuté pryskyřice, než předepisuje recept, abychom kompenzovali výraznější mikroklimatické odchylky od průměru.
Video: Postup přípravy směsi ve směšovacím zařízení
Někdy musíme přistoupit k „dochucování“ již namíchaných abrazivních směsí. Existují technologické postupy, jejichž použitím umíme upravit lepivost abrazivní směsi. Většinou se však jedná o postupy, které zároveň do jisté míry změní složení abrazivní směsi oproti původní receptuře – a tedy i výkonové vlastnosti finálních výrobků. Zde je zase přesně určeno, co všechno si ještě můžeme při úpravě směsi dovolit, aby výsledek byl v rámci předepsaných tolerancí. Například u řezných kotoučů se při výrobě jednotlivých výrobních sérií (šarží) netoleruje odchylka řezného výkonu (životnosti kotouče) větší než 10% od předepsaného. Přesněji řečeno, řezný výkon nesmí být nižší.
Vyšší být může, stává se to zejména v zimních měsících, kdy se přidává do směsí více tekuté pryskyřice, v těchto měsících jsou kotouče vždy mírně tvrdší, než kotouče vyrobené v teplém období.
Závěr
Je jednoznačný. Při výrobě abrazivních nástrojů (a platí to při jakékoli výrobě i ve zcela jiných odvětvích) je dodržování předepsané receptury klíčové. Při jejím nedodržení hrozí celá řada problémů, které bychom mohli rozdělit do tří skupin:
- problémy při výrobě (lisování) vyplývající ze zhoršeného chování směsi, která nemá ideální konzistenci (zvýšená lepivost, nebo naopak nedostatečná soudržnost)
- z toho vyplývající zvýšený podíl druhé třídy (nepodarků) -> nižší efektivita výroby
- nižší kvalitativní parametry finálních výrobků (nižší životnost, vyšší/nižší porozita nástrojů než je žádaná, nižší soudržnost materiálu po vytvrzení -> nižší bezpečnost nástrojů)
Klíčová slova: abrazivní nástroje, abrazivní směsi, brusné kotouče, řezné kotouče, receptura výroby
Zdroje:
Interní technické a školicí materiály společnosti HERMAN


Silvia Hanzelová –
zaujímavé a poučné čítanie človek sa dozvie niečo nové
Toldi Zsuzsanna –
Tanulságos és jól értelmezhető cikk, köszönöm szépen.
Poučný a dobře srozumitelný článek, moc děkuji.
Přeložit text Zobrazit originál