 Czech Republic
Czech Republic
 Plánujete nakoupit více? Vyžádejte si nabídku
Plánujete nakoupit více? Vyžádejte si nabídku
Záhada vrtání dokonalých otvorů
Když se vrták neotáčí v přímé linii kolem své osy, dochází k tzv. házivosti a vyvrtaný otvor nemá dokonale kruhový tvar. Tato věta však naopak neplatí – nedokonalost otvoru nemusí být zapříčiněna házivostí.
Vrtání je operace, při které se pomocí vrtáku vytváří do opracovaného materiálu otvor kruhového průřezu a to dvěma pohyby: otáčením (hlavní pohyb) a posuvem do záběru.
Oba pohyby hrají v přesnosti vrtání svou roli, a proto je v první řadě namístě otázka, jaká je požadovaná přesnost vrtání pro konkrétní otvor a na čem závisí.
Většinou se všichni soustředíme na uchytávací systém nástroje a často právě na něj padá u „nekorektního“ otvoru první podezření. Například rychloupínací systém SDS-plus má na první pohled (nebo dotek) velkou házivost – je však určen primárně pro upínání vrtáků do betonu, kde vysoká přesnost není nutná. Samozřejmě i takovým vrtacím kladivem můžeme prostřednictvím adaptéru SDS-plus a sklíčidla vrtat vrtáky do kovu, ideální otvory však nečekejme – ale na stavbě je to v pořádku, pokud je taková přesnost dostatečná.
Jinak je tomu při vrtání do dřeva nebo kovu - vše však závisí na tom, jaká je požadovaná přesnost při vrtání.
Nezabývejme se proto vrtáním do betonu, cihly nebo do dřeva a úskalí této problematiky si vysvětlíme na vrtání do kovu.
Vrtáky používané pro běžné vrtání do kovu mají válcovou stopku, proto bude řeč i o tříčelisťových sklíčidlech, do kterých se tyto vrtáky při vrtání upínají.
Výsledný tvar otvoru ovlivňují v zásadě tři faktory: lidský faktor, vrták a házivost vrtacího systému.
Lidský faktor
Při vrtání pomocí ručních elektrických vrtaček nebo akumulátorových vrtacích šroubováků hraje lidský faktor klíčovou roli a má největší vliv na výsledný tvar otvoru.
Málokdo totiž dokáže udržet nářadí v rukou tak, aby vrták směřoval k vrtanému materiálu kolmo ve všech směrech.
Při jakémkoli odklonu vrtáku od kolmice nebude mít výsledný otvor kruhový tvar, ale bude to útvar, který se v zahraniční literatuře nazývá „ stadium ” nebo “ obround ” (obr. 1 B) – jedná se o obdélník ukončený na protilehlých stranách půlkruhy. Deformace kruhového tvaru na někdy „nedefinovatelný“ tvar závisí na tom, jak moc a do jakých směrů je vrták odkloněn od kolmice při vrtání.
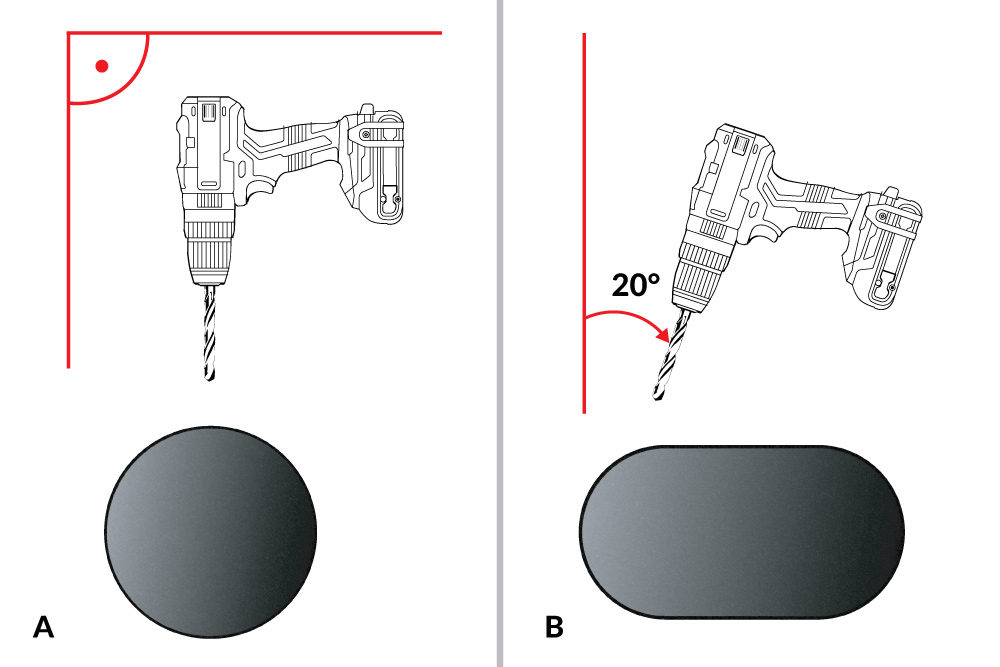
Obr. 1. Výsledný tvar otvoru závislý na úhlu vrtání
Dobrou zprávou je, že pokud je to nutné a máme příslušné vybavení, umíme tento faktor jednoduše eliminovat – například použitím stojanové vrtačky. Ta nám zajistí kolmé postavení vrtáku při vrtání a stačí se při práci soustředit pouze na přiměřený posuv vrtáku do záběru.
Pokud je však posuv vrtáku do záběru nepřiměřeně velký, dochází k jeho nadměrnému namáhání a ohne se (případně zlomí). Vrtání ohnutým vrtákem deformuje vrtaný otvor podobně, jak bylo uvedeno výše.
Samozřejmě, tento jev může nastat lehce i při vrtání ručními vrtačkami, přičemž v tomto případě může být výsledný efekt deformování znásoben i kombinací s nepřesným držením nářadí při vrtání.
Vrták
Házivost vrtáku jako příčina deformovaného otvoru je hned za lidským faktorem (v případě stojanové vrtačky je na 1. místě).
Můžete ji ověřit jednoduchým testem: upněte vrták do sklíčidla, nářadí otočte tak, abyste se dívali zepředu na špičku vrtáku a zapněte nářadí. U běžných průměrů odhalíte házivost pouhým okem. Střed vrtáku nevidíte v jednom bodě, ale pohybuje se po kružnici.

Obr. 2. Ohnutý vrták
Pro vrtání do kovu se nejčastěji používají vrtáky HSS-R, HSS-G a HSS-E standardní délky podle normy DIN 338, případně jejich prodloužené verze, například DIN 340. Jejich kvalita na trhu je různá – začíná kvalitou na úrovni zkrouceného hřebíku a končí vrtáky s příměsí kobaltu pro velmi tvrdé oceli. Jedno však mají společné: je třeba je mazat (například řezným a vrtacím olejem), přiměřeně tlačit do záběru a při vrtání průměry nad 6mm je lepší předvrtat otvor menším průměrem.
Když to neuděláte, vrták se může přehřát a v kombinaci s přílišným tlakem ohnout (obr. 2). Toto ohnutí se projeví obvodovou házivostí při vrtání, což v konečném důsledku ovlivní i výsledný tvar otvoru.
Házivost vrtacího systému
Házivost je veličina vyjadřující nesymetričnost rotující součástky. Axiální házivost se posuzuje vzhledem k ose shodné s osou rotace, radiální házivost vzhledem k ose kolmou k ose rotace. Zvýšená házivost způsobuje nadměrné opotřebování součástek a ložisek a může způsobit zlomení vrtáku.
Vrták s válcovou stopkou je upínán do tříčelisťového sklíčidla. K radiální házivosti dochází, když se vrták neotáčí kolem své osy ve zcela přímé linii. Zbavit se jí nebo ji alespoň minimalizovat je důležité pro dosažení požadovaného rozměru a tvaru vrtaného otvoru.
Házivost vrtacího systému je součtem házivostí sklíčidla, ložisek a výstupního vřetena. Při dobrém technickém stavu je jejich vliv na deformaci žádaného tvaru vrtaného otvoru v případě vrtání ručními elektrickými vrtačkami nebo akumulátorovými vrtacími šroubováky minimální.
Sklíčidlo
Sklíčidlo slouží k upnutí nástroje v nářadí. U ručního nářadí se používají dva typy sklíčidel:
- Rychloupínací sklíčidlo (obr. 3 A) - upne nástroj bez potřeby klíče. Dotažením pouzdra sklíčidla ve směru hodinových ručiček zajistíme nástroj.
- Sklíčidlo s klíčem (obr. 3 B) - pro pevné upnutí je nutné dotažení čelistí pomocí klíče.
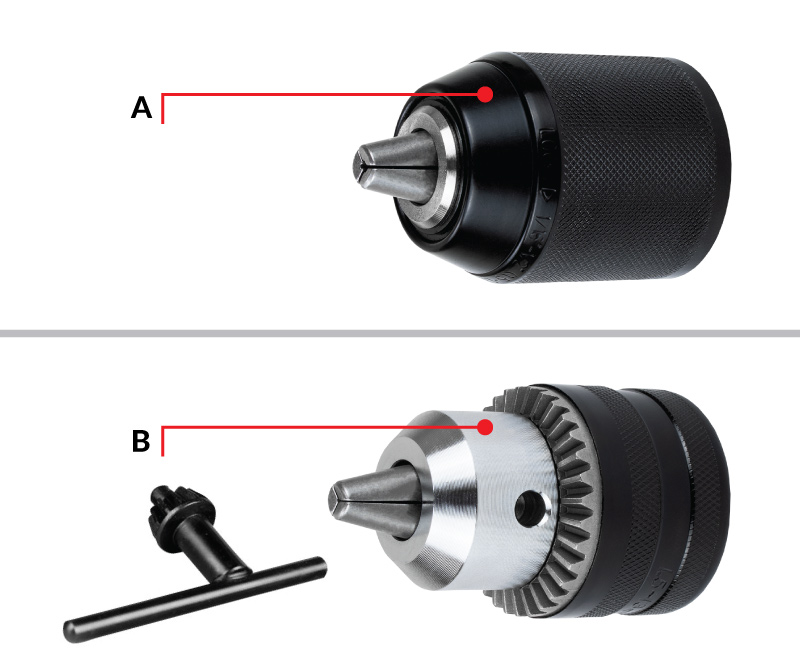
Obr. 3. Rychloupínací sklíčidlo (A), sklíčidlo s klíčem (B)

Obr. 4. Poškozené čelisti sklíčidel
Většina sklíčidel má tři samostředící čelisti. Pohybují se rovnoměrně v pouzdru sklíčidla tak, aby uchopili nástroj a udrželi jej ve středu sklíčidla.
Při vkládání vrtáku do sklíčidla se ujistěte, že vrták je správně zasunut. Vrták vychýlený mimo střed sklíčidla způsobí házivost. Nedostatečným dotažením nástrojů ve sklíčidle dochází k přetáčení nástroje a poškození čelistí (obr. 4).
Ložiska
I u nového nářadí se může projevit házivost sklíčidla způsobená vůlí ložiska, ve kterém je uloženo vrtací vřeteno. Vnitřní vůle ložiska je definována jako celková vzdálenost, o kterou se může pohybovat jeden ložiskový kroužek vůči druhému v radiálním směru (radiální vůle – obr. 5 A) nebo v axiálním směru (axiální vůle – obr. 5 B). Na výsledný tvar vrtaného otvoru má vliv jen radiální vůle. U nového nářadí je tato vůle zanedbatelná.
Opotřebení ložisek vrtacího vřetena se projeví zvýšeným radiálním pohybem vřetena, které vytváří točivý pohyb sklíčidla. Takto poškozené ložisko svojí excentrickou rotací poškozuje pouzdro, ve kterém je uloženo.
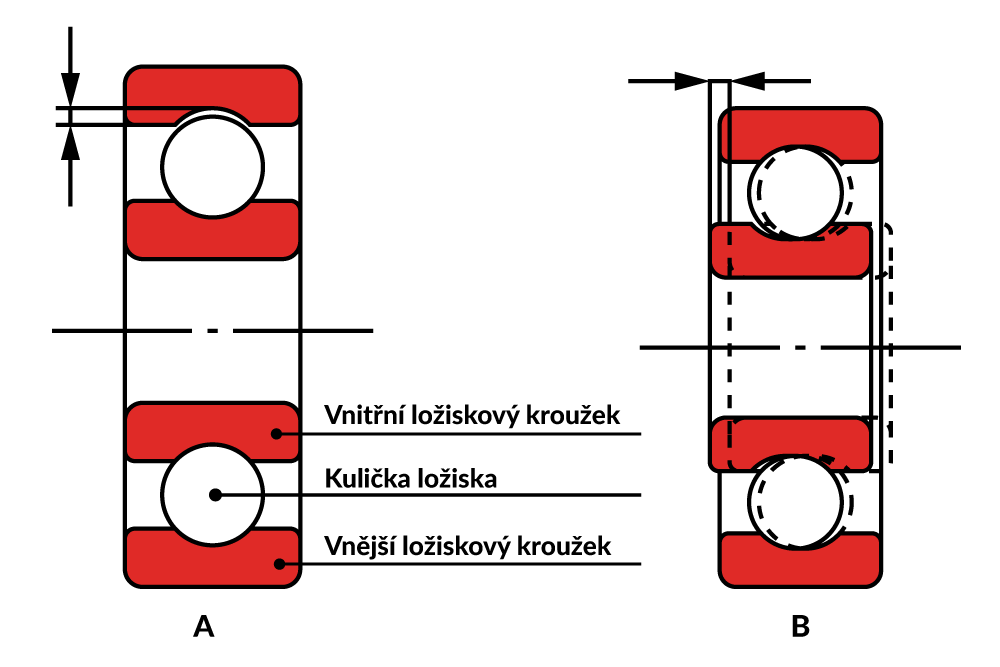
Obr. 5. Radiální (A) a axiální vůle (B) ložiska
Výstupní vřeteno
Samotné výstupní vřeteno má u nového nářadí zanedbatelnou házivost, nevhodným zacházením, přetěžováním nebo použitím nevhodných nástrojů se však její míra může výrazně zvýšit.
Maximální házivost
Sklíčidla a ložiska používaná v nářadí se vyrábějí podle norem s určitou přesností. U sklíčidel používaných v elektrických a akumulátorových nářadích je stanovena vůle do 0,35mm. Ložiska mají přesnost rozdělenou podle ISO do pěti tříd. Sečtením vůle všech komponent - sklíčidla, ložiska a výstupního vřetena hovoříme o maximální radiální házivosti u nářadí.
Zásady pro vytvoření přesného otvoru
Vliv jednotlivých faktorů na přesnost výsledného otvoru je patrný z obr. 6.
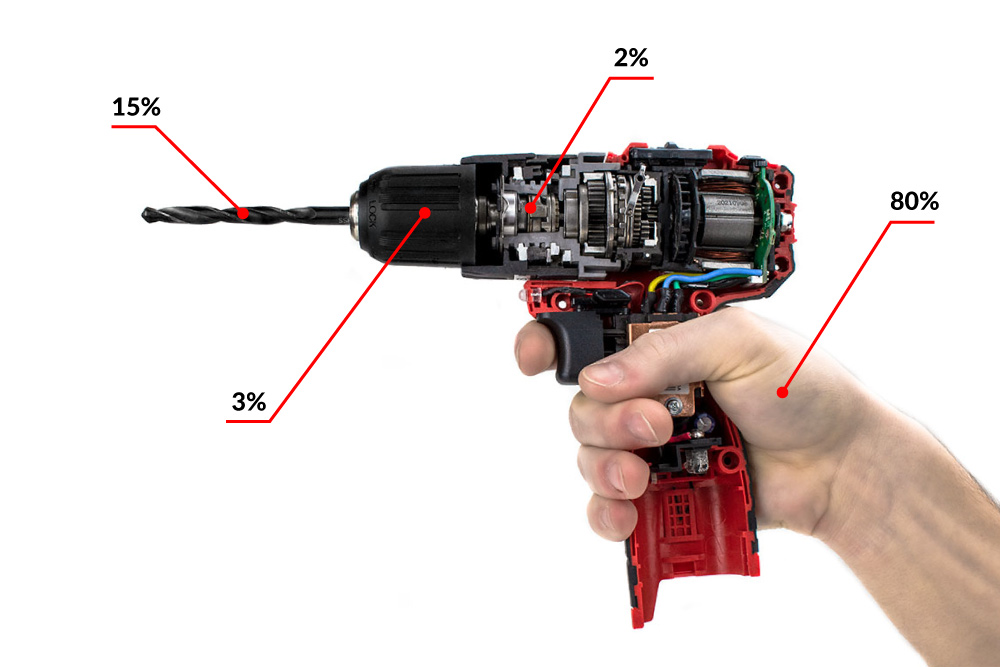
Obr. 6. Vliv úhlu vrtání a házivosti jednotlivých částí na přesnost výsledného otvoru
Jednoduše řečeno: pokud po spuštění na pohled pouhým okem nevidíte nežádoucí pohyby sklíčidla, vliv házivosti ložisek, vřetena a sklíčidla můžete klidně zanedbat. Dejte pozor na to, abyste vrtali rovným vrtákem, ale hlavně – vrtejte kolmo na materiál. Výsledek je doslovně ve Vašich rukou!
Pokud potřebujete přesnější otvory, použijte stojanovou vrtačku, důkladně zkontrolujte vrták a radiální pohyb sklíčidla. Volbou vhodných otáček při vrtání a použitím vrtacího a chladicího oleje předejdete přehřátí vrtáku.
Během vrtání nepoužívejte příliš velký tlak – pouze takový, aby byl vrták v záběru. Kromě toho mějte stále na mysli, že všechny faktory ovlivňující výsledný tvar otvoru zmíněné v článku mají tím větší váhu, čím menší průměr vrtáku používáte.
Klíčová slova: vrták, vrtání, házivost vrtacího systému, axiální házivost, radiální házivost, válcová stopka, sklíčidlo, vrtačka, SDS-plus, SDS-max
Zdroje:
Interní technické a školicí materiály společnosti HERMAN
https://beliana.sav.sk/heslo/hadzavost
https://www.skf.com/my/products/rolling-bearings/principles-of-rolling-bearing-selection/general-bearing-knowledge/bearing-basics/internal-clearance
https://koyo.jtekt.co.jp/en/support/bearing-knowledge/10-0000.html
https://shop.eriks.nl/en/bearing-clearance/
https://www.yukiwa-usa.com/products/drillchucks/dcfaq01.php#a3


Tomáš –
Srozumitelně a jednoduše napsané. Čtu již nekolikátý článek zde o problematice vrtání. A pokaždé spokojenost s dobře podaným výkladem k dané problematice.
Mikulas Tóth –
Zrozumiteľné a výstižne napísané.
Petr Šindelář –
Zajímavé čtení
Johnny –
Nepoužívam na vŕtanie do kovu rezné ani vŕtacie oleje tak asi preto mi dlho vrtáky nevydržia
Fedo –
Fajn clanok. Treba sa zamysliet pri zlej diere, či je chyba v sklučovadle alebo v nejakom lozisku.
Tomáš Vojík –
Ano, lidský činitel 80 procent. Nemá cenu se vymlouvat na stroje.
Kubik Imre –
Értékes tanácsok kezdők számára.
Cenné rady pro začátečníky.
Přeložit text Zobrazit originálVěra Gachová –
Pro náš kolektiv článek byl velkým přínosem.
Silvia Hanzelová –
Poučný článok, jednoduché vysvetlenia- ľahko pochopiteľné
Peter Skalka –
Zaujímavý článok.
Bohumil Piala –
Článok je náučný , sám robím chyby pri vŕtani hlavne keď časovo nestíham
Peter –
Perfetný článok