 Czech Republic
Czech Republic
 Plánujete nakoupit více? Vyžádejte si nabídku
Plánujete nakoupit více? Vyžádejte si nabídku
Proč a jak ostřit sekáče elektropneumatických kladiv
Naostřit sekáč před prací se určitě vyplatí. Přitom většinou stačí tak málo...
Můžeme mít jakkoli výkonná elektropneumatická nebo bourací kladiva, jejich parametry s tupým nástrojem nikdy dostatečně nevyužijeme. Ostrý sekáč výrazně zvyšuje produktivitu práce a méně namáhá stroj. Nejrozšířenější jsou sekáče se stopkou SDS-plus, SDS-max a 30mm nebo 28mm šestihran.
Je dobré si uvědomit, že hrot sekáče je extrémně namáhán. Zatížení je o to vyšší, oč tvrdší je zpracovávaný materiál a o co silnější stroj máme. Jistě jste si všimli, že hrot je při práci často horký.
Při sekání se celá energie příklepu z výstupu stroje koncentruje do malé plochy pracovní části sekáčů. V podstatě se jedná o bod (u špičatého sekáče) nebo úsečku (u plochého, lopatkového či dalších typů sekáčů). Hroty špičatých sekáčů jsou proto namáhány více než hroty jiných typů sekáčů.
Z pohledu výrobního procesu je těleso sekáče rozděleno do dvou částí. Výrazně větší část tělesa je obvykle zpracována standardně, ale hrot sekáče (+ cca 40mm a více – dle velikosti a typu) je zpracován speciálně. I o tom bude řeč v tomto článku.

Obr. 1. Ostrý a velmi tupý špičatý a plochý sekáč
Ostření sekáčů
Mírně opotřebovanou špičku stačí pouze naostřit podle příslušných úhlů a není zapotřebí žádné tepelné zpracování. Dokonce i v případech, kdy je nutné nejen naostřit, ale také obnovit tvar špičky sekáče, není následné kalení nevyhnutelné - pokud toto obnovení bylo provedeno opatrně a bez příliš velkého tepla.
Nejjednodušší je ostřit ty nejpoužívanější sekáče – špičatý, plochý a lopatkový. Ostatní typy (např. kanálový, dutý apod.) mají poměrně složité úhly a potřebujeme k jejich ostření i pomocné přípravky.
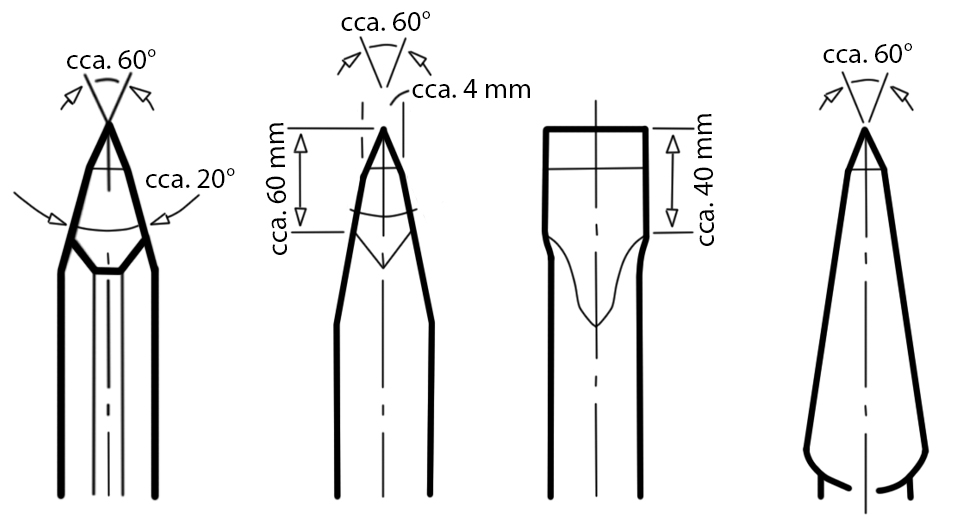
Obr. 2. Úhly špičatého a plochého sekáče
Netřeba se toho bát – úhly nemusíme dodržet s naprostou přesností. Pro zjednodušení se můžeme držet i zásady, že úhly lopatkového sekáče jsou stejné jako úhly plochého sekáče a úhly u sekáčů SDS-plus, SDS-max, 28mm nebo 30mm šestihranem jsou stejné.
Sekáče ostříme broušením na běžné stolní brusce (otáčky 2.500 – 3.000 ot./min) vybavené brusnými kotouči z korundových zrn. Je výhodné mít takovou stolní brusku, u které je nastavitelná podpěra obrobku. Přesněji tak umíme dodržet doporučené úhly.
Pozor na přehřátí. Ostření je nutno provádět tak, aby nedošlo k zabarvení hrotu vlivem teploty při broušení – zhoršila by se tím jeho tvrdost. Ideální by byl přívod vody, což ovšem běžné stolní brusky nemají. Řešením je časté namáčení špičky sekáče do vody v přestávkách při broušení.
Pomáhat si na stavbě úhlovou bruskou s brusným kotoučem není vhodné. Odchylka od doporučených úhlů bude příliš velká a otáčky malé úhlové brusky jsou násobně vyšší než stolní brusky, proto snadno za pár vteřin dojde k přehřátí a tím změně tvrdosti špičky.
Dnes jsou k dispozici také sekáče s tvrdokovovou pracovní částí (TCT – Tungsten Carbide Type). Jsou velmi výkonné, mají však dvě nevýhody: jejich cena je násobně vyšší a neumíme je ostřit.
Tepelné zpracování sekáčů
Výrobní proces sekáčů je založen nejen na kvalitní surovině, ale také na dodržení celého procesu výroby - v principu se jedná o kování, kalení a popouštění. Tento proces se týká pracovní části sekáče.
V závislosti na použití se liší materiál (surovina, ze které jsou vyrobeny) a geometrie hrotu.
Když je sekáč velmi tupý nebo velmi poškozený, můžeme si vyzkoušet kování, kalení a popouštění – a to i v „amatérských“ podmínkách. Výsledná kvalita bude záležet zejména na tom, jak se nám podaří dodržet doporučené teploty.

Obr. 3. Diagram tepelného zpracování sekáčů: 1. Kování, 2. Kalení, 3. Popouštění
Kromě času (cca 3 hodiny) jsou však nutné i „vhodné pomůcky“: ohniště (například z grilovacího stolku), dřevěné uhlí, zápalky, rukavice, kleště pro uchopení horkého sekáče, nádoba s olejem a v případě nutnosti i „dmychadlo“ (když je bezvětří a dřevěné uhlí nehoří jak by mělo). Teplotu nám pomůže kontrolovat barva povrchu sekáče (obr.4), lepší je však použít bezkontaktní teploměr s vhodně zvoleným rozsahem.
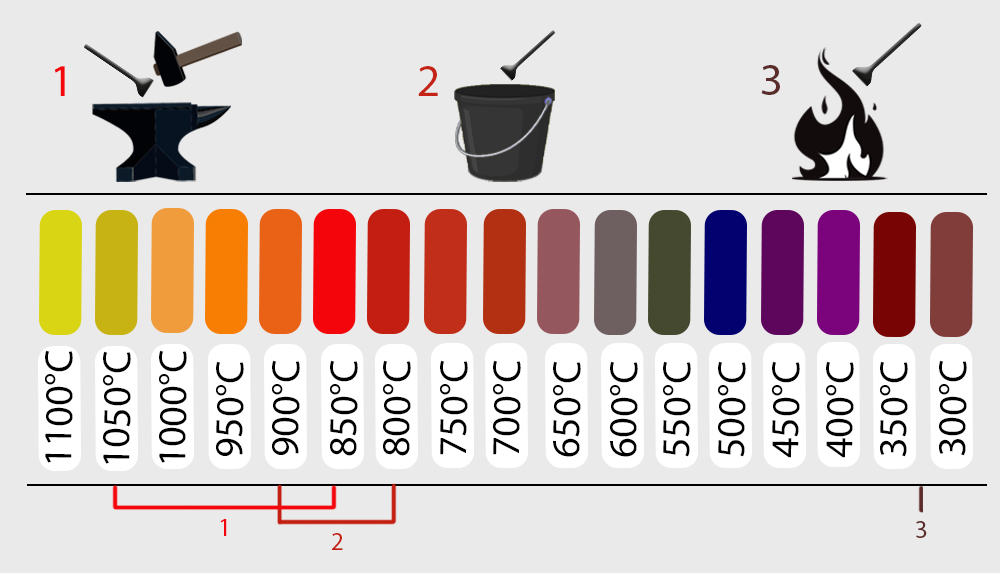
Obr. 4. Barvy teploty povrchu sekáče při kování (1) , kalení (2) a popouštění (3)
Kováním sekáče upravujeme jeho hrot na požadovaný tvar. Pomalu jej zahřejte na teplotu 850 – 1050 °C. To, že jsme dosáhli správné teploty, zjistíme podle světle červené až žluté barvy. Během kování vždy přihřívejte sekáč tak, abyste kování prováděli zejména při dolní mezní teplotě, přičemž barva má být více červená než žlutá. Po ukončení kování nechte sekáč vychladnout. Například na suchém dřevěném uhlí v průvanu.
Kalením se ovlivňují zejména vlastnosti jako tvrdost, pevnost a houževnatost. Nekalte sekáč ihned po kování, ale po vychladnutí ho zase pomalu zahřejte z nízké teploty na 800-900°C. Čím pomalejší je proces ohřevu, tím lepší tvrdost sekáče docílíme. Po docílení této teploty jej ochlaďte v oleji. Chlazení vodou je vhodné spíše pro nástroje s malým průřezem - v našem případě se mohou zhoršit výsledné vlastnosti sekáče.
Popouštění je rozžhavení oceli a její pomalé ochlazování. Používá se hlavně po kalení, aby se uvolnily vnitřní napětí v materiálu (proto se tak i jmenuje). Popouštějte sekáč alespoň hodinu při teplotě cca 320°C (barva modrá – světle modrá). Potom jej nechte volně ochladnout na normální teplotu.
Závěr
Pokud není tepelné zpracování provedeno předepsaným způsobem, může se stát, že špička sekáče bude příliš křehká a může se odštěpit nebo prasknout. Nesprávné tepelné zpracování může také snížit tvrdost sekáče a způsobit rychlé opotřebení nebo deformaci špičky.
Určitě se však nevyplatí tepelně zpracovávat malé sekáče (např. se stopkou SDS-plus) – náklady jsou oproti ceně sekáčů nerentabilní.
Tak, a hotovo. Teď už jen namazat stopku sekáče tím správným lithiovým mazivem a práce půjde od ruky.
Klíčová slova: bourací kladivo, elektropneumatické kladivo, sekáče do bouracího kladiva, sekáč sds plus, sekáč sds max
Zdroje:
Interní technické a školicí materiály společnosti HERMAN
https://www.sjf.stuba.sk/buxus/docs/docs/edicne/el_publ/Gabrisova__Brusilova_Tepelne_spracovanie_Navody_na_cvicenia_na_CD_1.pdf


József –
Hasznos cikk lehet belőle tanulni.
Může to být užitečný článek, ze kterého se lze poučit.
Přeložit text Zobrazit originálCsaba Kiss –
Könnyen érthető szakszerű magyarázat.Hasznos volt és érdemes elovasni!
Snadno pochopitelné odborné vysvětlení Bylo to užitečné a stojí za přečtení!
Přeložit text Zobrazit originálZdeněk Vokolek –
Tak toto je správný a opravdu vyčerpávající popis údržby sekáčů. Zatím jsem nečetl lepší popis postupu.
Tento postup jsem se učil již na učilišti v roce 1979 - 1982
Jakub Borsík –
zaujímavý článok, plno nových informácii.